ボルテックス発生器UZUが生み出す渦!
その圧倒的なパワーで、水に強力な運動エネルギーを与えます。
密閉されたUZU装置内で、キャビテーション効果により気泡が発生している様子。
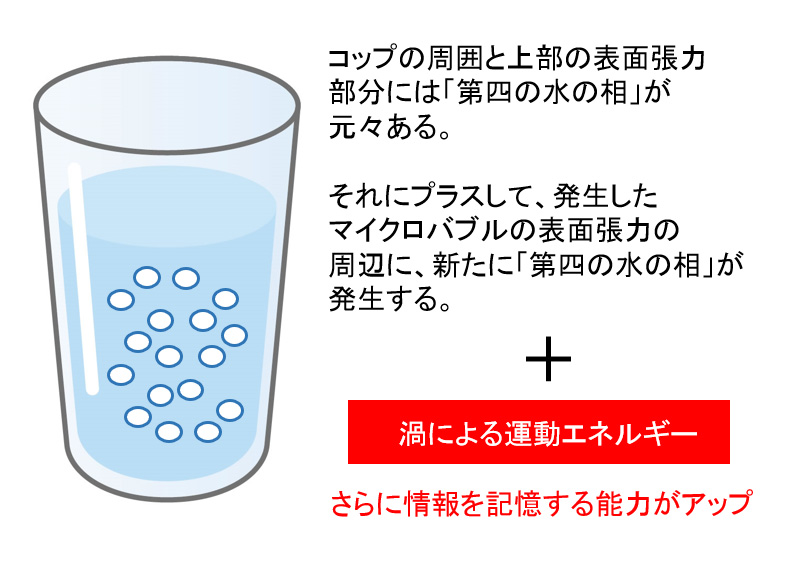
気泡の周囲には「第四の水の相」が発生している。
「第四の水の相」は、情報を記憶・保持する特性を持っています。
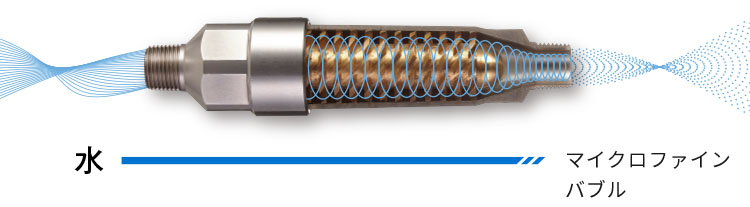
ボルテックス発生器UZUから発生する
「渦の運動エネルギー」と
「マイクロファインバブル」が、
水を強力に活性化させます。

※ボルテックス発生器UZUは、常に進化・発展させていきたいと考えています。
その為、性能・機能向上に伴い、デザインやサイズ・材質等が変わる場合があります。予めご了承ください。
働き
1、水の水素結合を切断して、分子集合体を小さくする
水の粘性が落ち狭い部分への浸透度を上げ、水はサラサラな感じになります。
2、特殊な内部構造がマイクロファインバブルを生成
マイクロファインバブルの爆発による衝撃波が菌・ウイルスを不活性化。臭気も抑制。
3、通常のマイクロ・ナノバブル装置と異なり、
外気導入が一切ないため装置周囲の空気環境に影響されない
外部から気体の侵入が一切なく、常に密閉された清浄な状態を保ちます。
外気導入タイプではないため音の発生も無く、水は白濁しません。
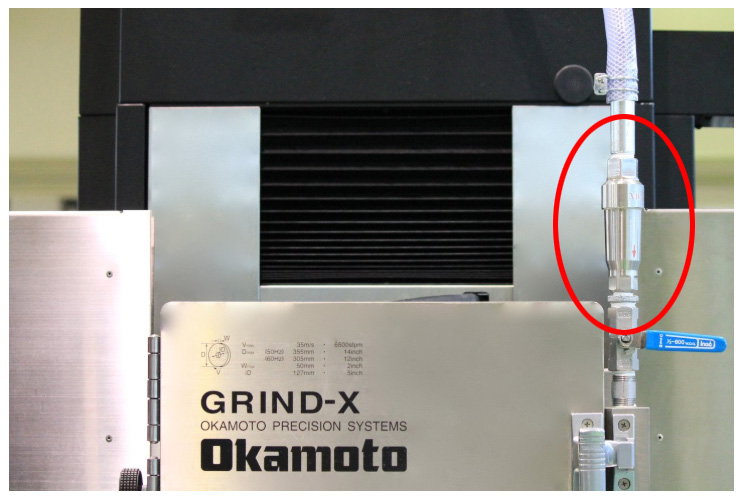
研磨加工装置(工業)では、
このボルテックス発生器UZUが採用されています
結果が伴わないと絶対に採用されない機械加工の装置として、ボルテックス発生器UZU(工業用)が採用されています。
取り付けた結果、「といし目詰まりの防止」「冷却能力が格段に向上」など加工時間の短縮・精度の向上に貢献しています。
つまり、加工冷却液が「マイクロクラスター化」「ナノバブル水」したことにより上記の結果になったと言えます。(メーカーHPより抜粋)


コアンダ効果により冷却液・研削液の浸透性が向上
内部構造により派生する旋回流ジェットが、コアンダ効果によって研削クーラント液を砥粒の先端まで確実に行き渡らせることにより、冷却能力が格段に向上しました。その結果、従来比5~10倍の切込みが可能になり、加工時間の短縮・精度の向上に貢献します(被削材・といし・条件によって効果は異なります)
キャビテーション現象による、といし目詰まりの防止
ファインバブル(直径数百nm以下の気泡)が弾ける際の二次振動により気孔内が常時洗浄され、といしの目詰まりを防ぐことが出来ます。それにより切れ刃が維持され、#2000のハイメッシュでも目立て不要で数十μmの連続研削も可能になります。
他にも「切込みを増やし加工時間短縮(効率大幅向上)」「といしダメージを抑え摩耗量減少(コスト削減)」「難削材でも高精度加工が可能(研削率99.6%)」「ワークが熱を持たないため反りが減少(研削率99.6%)」など、数々の効果が見られます。
※コアンダ効果は、粘性流体の噴流が近くの壁に引き寄せられる効果のことである。噴流が周りの流体を引きこむ性質が原因。 ルーマニアの発明家アンリ・コアンダがジェット・エンジン機の実験のなかで発見したので、彼の名前にちなむ。ウィキペディアより
※キャビテーション(現象)は、液体の流れの中で圧力差により短時間に泡の発生と消滅が起きる物理現象である。空洞現象とも言われる。 この現象は19世紀末に、高速船用のプロペラが、予想された性能を発揮しなかったことから発見された。ウィキペディアより